
愛用のDREMEL 4000、急に動かなくなりました(T_T)
こんなテーブルソー・モドキで切ってた時です(-_-;)

とやらを使って

プロクソン 細目50mm No.27015
外形:Φ50 厚み:0.5mm 山数:80

[Amazon CM]
穴径:Φ10なので、マンドレルというかシャフトは自作です(^^;
歯には、max. 8000 /min と刻印がありまして

厚み2mmのABS板を切る時に
溶けるかもなどと、ちとビビッて( ゚Д゚)
SPEEDダイヤルを最低「5」の5000rpmでやったら
トルクが弱くてだいぶ回転数が落ちてきたけど
止まらない程度でチマチマ切ってたら、突然止まったわけなのです。

その後よ~く眺めてると、シャフトが僅かに傾いてて
丸鋸が切削進行方向に完璧に平行でないので
切ってると段々重くなっていった訳です。
自作シャフトは完璧なのに(^^;
コレットで締めると僅かに傾くのです。
(これは、傾きが直った後の写真です)

DOREMEL 4000のコレット

純正のはアルミ製なので、締め付けが弱い気がして
いつもは、Amazonのここで買った互換品の真鍮製のを
愛用しております。

[Amazon CM]
で、純正のコレットに替えてみると
何と!シャフトの傾きがなくなったのです。
試しに根本の径を測ってみると~
この純正のは、4.36mm

真鍮の互換品のは、4.26mm!
え~~っ!0.1mmも小さい!
これまでは、先端の小さいビットばかりを手持ちで使ってきたので
僅かな軸の偏芯は、影響なかったのですが
Φ50もの丸鋸だと大きく影響することになったのです(>_<)

関係しているかもしれません。

以上、原因究明は、修理が終わってやったのですが・・・
時は、止まった直後に戻ります(^^;
たぶん復帰タイプのサーマルプロテクタやろうから
冷えれば復活するだろう~
と、1時間ほど待ってもう冷えただろうと、スイッチ入れますが
うんともすんとも、まだ本体が微妙に温かいからかな~?
数時間後、もういいだろう!
と、スイッチ入れますが、シ~ン(T_T)
どうやら復帰型のではなくて
ワンショットの温度ヒューズのようです。
最悪の、制御系が壊れてたら嫌だな~(>_<)
周りのビスを外して、ブラシも外します。

滅多に出番がないトルクスねじ用ヘックススローブレンチ
六角形の星型で中央に穴付きであります(^^)
出番は、9割がたHDDの分解なので、小さいのしか使ったことありません。


引っ掛け金具を外せば、わりと簡単に開きました。

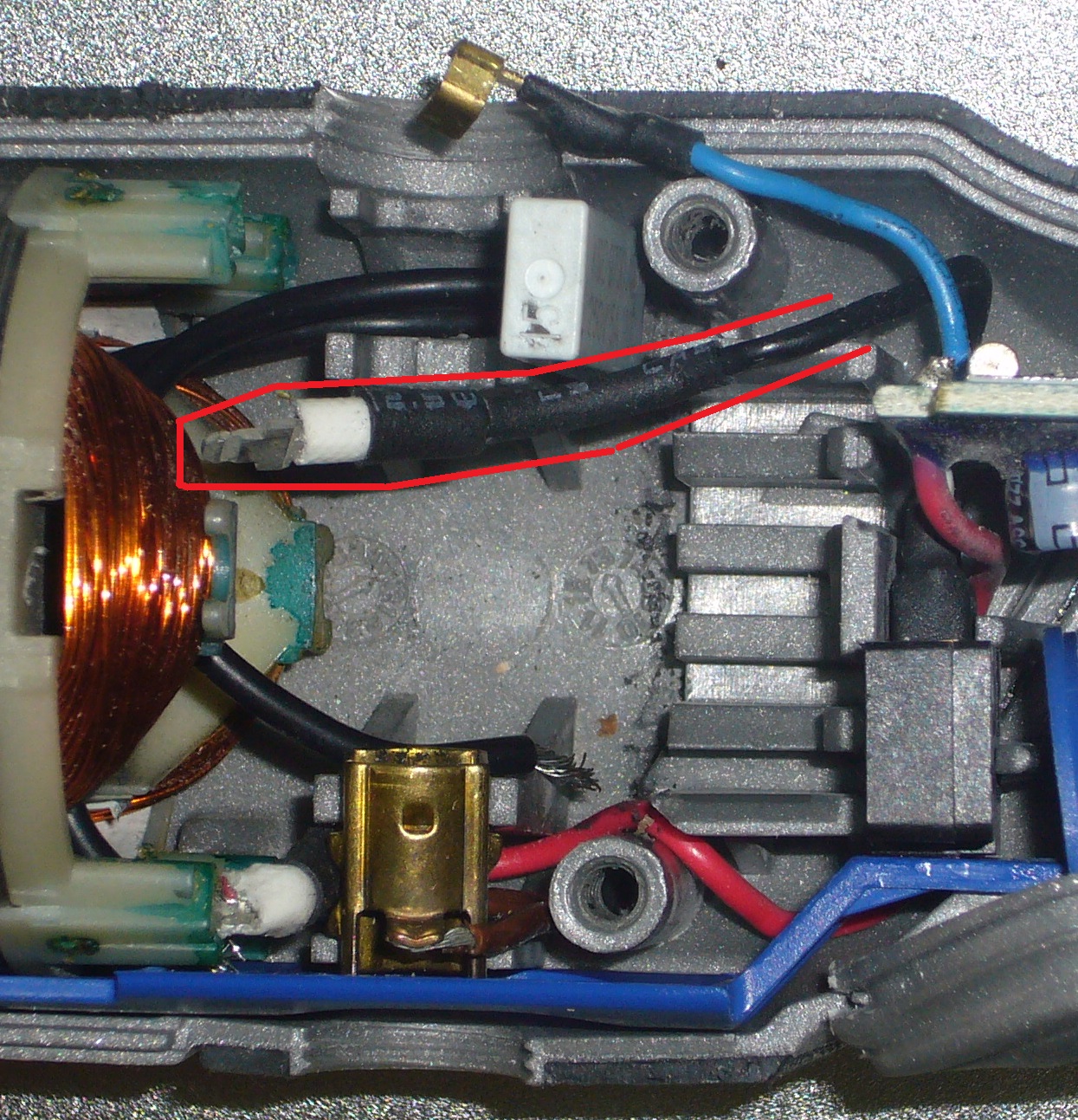
拡大!

矢印の先に温度ヒューズがありました!
モータの中じゃなくてよかった~

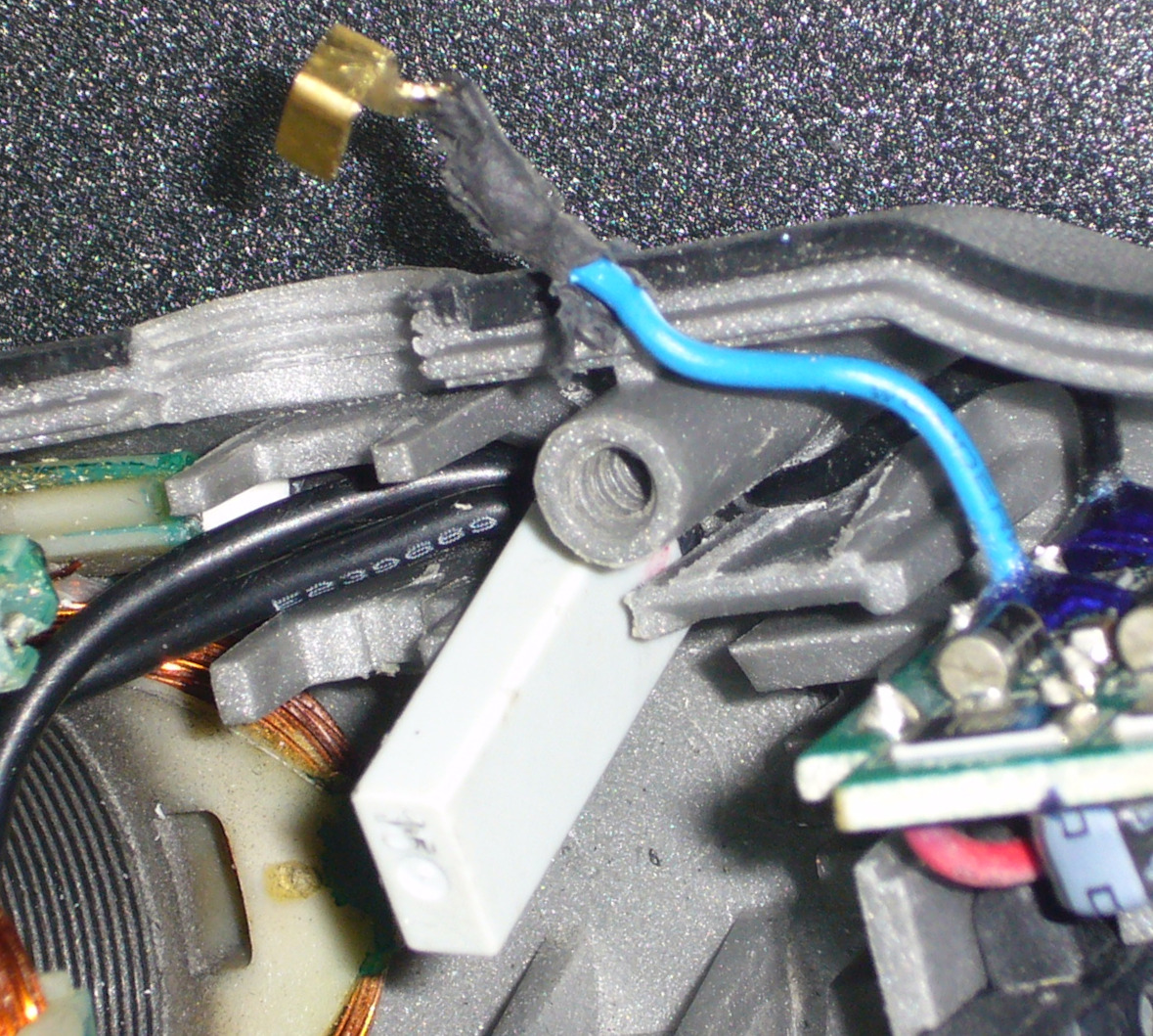
更に拡大!

どうやら普通の温度ヒューズ、110℃の刻印があります。

コイル側はソケットに挿してあるだけ

もう片方は、ブラシの電極に繋がっているので

この状態で補修パーツがあるんでしょうね~

すぐ欲しいので、ホームセンターへ!

[Amazon CM]
しか~し、ホームセンターを3軒回るも
96℃の次は、119℃しか置いてなく、何故か109℃がないのです。
売り切れではなく、そもそも置いてない様子(´・ω・)
すぐに復活させたいので、96℃のを買ってきました。

半田付けの時にリード線から放熱させるために
このヒートシンク用のクリップも買ってきました。
4つ付ければ、大丈夫かな~
持ってるのですが、どこを探しても見つからないもので(T_T)

ヒシチューブを取り去ると
こっちは、カシメですね~
構造上、こっち側に設定温度で溶ける樹脂があるからかな~
にしても、ヒシチューブは、かなり低温で縮めたんでしょうね~

買ってきた96℃品の足を

同じように整形して取り付けたいのですが、
このままでは、立体的に整形するのは難しそうやし
また交換する時に楽ができるように



少し固まってきたので外して~


実は~
やっぱし、温度ヒューズの半田付けは、両端子とも止めた方がいいかもと
この細めのスリーブも買ってきております(^^;

ちょっと長すぎるので、カッターで

半分にして~

押さえつけて窪みをつけます。

では、切れて役目を終えた元の温度ヒューズを切り離して~




モノが小さくてカシメ工具や普通のペンチが使えないので
この小型のネジザウルスで



立体整形が巧くできました(^^)

もちろん熱を加えて縮める勇気はありません(^^;

ステータ側の緑マジックのソケットに挿すのですが

うまく嵌らないので、写真撮って拡大して確認したら
何かに引っ掛かって開いた状態でした(-_-;)

整えたら、接点がちゃんと閉じて

うまく嵌りました。
台座を使って整形してたので
ピシャっと本体に取付完了!次の交換は、楽勝のハズです(^^;

蓋をして~

修理完了!


めでたく復活しました!(^^)!
コレットを純正品に戻したら丸鋸の傾きも直って、
無事残りの部材は、8mm厚のヒノキ板も
回転があまり落ちずにスル~っと切れました。

ちなみに、切れたやつの側面を削ってみました(^^;
左側の白い樹脂が特定温度で柔らかくなり
中央部の中の接点が~


96℃品がもう1本あるのですが、すぐにまた切れそうなので

見え難いので、拡大すると
バネで離れているのがわかります。
96℃品がもう1本あるのですが、すぐにまた切れそうなので
ネットで110℃品を4本ばかし入手しております(^^;
OHMのは、スリーブが付属してない分、安価ですね~

思うに、普通、この手の機器には、
復帰型のサーマルプロテクタが付いているんですがね~
ちょっと探してみると、この手のは沢山出てきます。
電気ポットとか分解した時に出てくるやつですね~
110℃品があり、まあまあの価格ですが
黒い部分でΦ15.6もあって結構でかいんです。
22円(送料 180円)
c.png)
探し続けてると、こんなのが!
TO-220サイズなのでとても良さそうですね~
60円(50% OFF、送料:193円)
c.png)
「Normal open」ってのもあるんですね~
デフォルトが「Normal open」になってるので
「Normal closed」にしてポチっ!
c.png)
サイズとNormal Closedに気を取られてしまって(^^ゞ
定格電流の確認を忘れておりました(-_-;)
ポチッた後で、お店のサイトを下の方に行くと
「Contact load: 220VAC 1.5A or 24VDC 3A」と記載が!
Google先生曰く「KSD-01F」
Shenzhen Rui Chi Electronics Co., Ltd.,製のようで
このPDF Datasheetで定格電流を見ると
「Contact load: 220VAC 2.5A or 24VDC 2.5A」だと
こっちのDatasheetを見ると
「触点負載:220VAC 1.5A 或 24VDC 1.5A」
ん~ん(・ω・)
DOREMEL 4000は、100V 135Wとあるので~
単純計算で1.35A流れるわけで
もし「1.5A」の方が本当なら、
プロテクタ自体の発熱でプロテクトが働く可能性があります。
もっといいのありそうなんだが~
・・・・・
ありました!
2A、5A、10A品と5種類並んでいます。
外装がPlastic、Ceramic、Metalで異なる様子。
Plastic外装の KSD9700 5A
14円(-15% OFF、送料:179円)を2個ポチッ!
c.png)
43円(-15% OFF、送料:179円)も2個ポチッ!
同じ店からなので、同時にポチると追加送料ありません(^^)
c.png)
店のサイトの下の方に、この表があります。
20℃ってのもあるんですね~
c.png)
マーティーが発注したのは、赤枠の2種類。
オリジナルの温度ヒューズ:Φ4 x 15mmってとこなので
一番下の「超小型」が近いですが 2A品なんです。
まあ、このサイズでも苦労せずに搭載できるでしょう。
mc.png)
Datasheetは、
mc.png)
Datasheetは、
SHENZHEN BOYECHUANGZHAN ELECTRONICS CO.,LTD
のこのPDFのようですが
Metal と Plastic しか載ってません。
さ~て、到着予定は、1.5カ月ほど先らしいので、
それまでは、温度ヒューズで恐る恐る使うことにします(^^;
・・・待つこと約2週間
別のものを同時に発注してたので
アップグレードというやつで、纏めて届きました。

で、まずは、単体での動作確認をこのホットエアーガンでやってみようと
まだAliを知らない時に、PS3の修理の為にAmazonで買いましたが
箱の仕様によると、550℃までいけます。
もう同じものは売ってないのでアフィリンクは付けてませんが(^^;
「ホットガン」で検索すると色んなモデルが現れます。

ホットエアーガンは、折り畳み式ギタースタンドに置いて~
こういう状態でやっておりま~す(^^;

ホットエアーガンのアタッチメントに
入手した6個のサーモスイッチと温度計の熱電対(左下)も一緒に
高温に耐えるポリイミド・テープで固定しております。


温度計は、TM-902C K-Type熱電対のであります。
318円(28% OFF、送料 263円)
注文 750円 以上で迅速配送とのこと
でなければ、いつもの2か月後の予定です。
このテスト用に頼んでたわけじゃないのですが
少し前に届いたばかりで、ドンピシャのシチュエーションです(^^;
c.png)
吹き出し口から温度センサーは見えず
どこの温度なのかよくわかりませんが

70℃辺りから微妙にしか上がってくれず
このままでは、75℃辺りまでしか行きそうにありません(T_T)


設定温度を240℃にセットして、熱風を吹き出していきます

1個ずつ確認することにして~


が、OPENになったのは、141.4℃!!!

どうやら、熱電対がサーモスイッチから浮いてしまってて
写真右側から吹いてくる熱風を測定してた様子。
熱電対をサーモスイッチ外装に密着させないとダメですね~

本当は、カオリンの粉末を水で溶いたものを塗って
熱電対を非測定物に固定するといいのですが
そんなものないので、ポリイミド・テープで
熱電対をサーモスイッチ外装にグル巻きで固定して
熱電対を下側にして、熱風の直撃を受けないようにします。


今度は、表面温度:116.5℃でOPENしました。
定格:110±5℃ より高めですが、表面温度と内部温度の差か
逆に下の金属板の上昇が遅かったのでしょう。
もう少しゆっくり温度を上昇させたらいいのかも?


この時、ヒートガンの温度表示は、220℃で安定しておりました。
たぶん、吹出口のだいぶ中の方の温度だと思われます。
max 550℃を謡うための苦肉の策かも?

では、108℃まで上げた所から
OPENする所までを動画で!
(一応、ホットエアーガンの爆音は絞ってますがご注意ください)
ちと長いですが、1分4秒後にOPENします(^^;
ヒートガンを止めて、冷えていくと~
72.8℃でCLOSEしました。
定格:75±15℃なので、いいとこです。
今回の用途では、50℃とかでも問題ありません。

一応、冷えていく所も動画で
こちらは、12秒後にCLOSEになりますが
サーモスイッチの中のバイメタルが戻る「プチン」という音が聞こえます。
6個全ての動作確認して、どれも動作温度は同等でした。
AliExpressの[配達確認]ボタンを押しときます(^^;
さ~て、どれを使おうか?
TO-220のは、定格2Aなので~
10A品のセラミック装甲(写真上側)より
プラ外装(写真下側)の5A品がやや小さく
温度ヒューズと同程度の厚みでよさそう
ポチッた時は、楽勝で内蔵できると思ったのですが
いざ温度ヒューズと並べて観ると
今更ながら、DREMEL 4000の中に入るか不安になってきました~(-_-;)

さ~て、あれから約1ヶ月経つかな~
再び、DREMEL 4000の殻を開けます。
が、ん~ん、参ったな~
やっぱし簡単には収納できそうになさそうだな~(>_<)

ここに何とか入りそうなんだが~
ここは、モーターからの気流が来ないので
元の温度ヒューズの場所より温度が上がり難くそうですね~

できるだけ温度ヒューズと同等条件の場所にしないといけません
蓋の方のブラシ電極を押さえているリブの間が良さげなのですが


赤丸部のリブの根本の方を少し削れば、入りそうなのですが
リード線をモーターのローターに接触しないように
蓋を被せながら処理するのは、不可能っぽいので、この場所は、ボツ(T_T)

そうなると、こっちのブラシ電極の真下に入りそうな感じもするけど~

ただ、この隙間には、既に
ステータ巻線からのリード線が通っているので、
そのリード線のコースを変更しないといけません。
無理っぽいな~

ちょっとローターを外してみます。

30000rpmを超えるので、細かくバランス調整されてるんですね~
一応、動画でどうぞ
おっ! 軸受けの傍に良さげなスペースが!
ちょっと入れてみます。
どうやって固定するかは置いといて、スペース的には、良さそうです。
温度上昇的にも元の温度ヒューズの場所に近いでしょう。

しかし、この場所、ブラシのほぼ直下なので
火花がバリバリ出る場所ですね~
サーモスイッチのプラ外装が溶けて中が剥き出しになると
修理不可能のダメージを受ける可能性大なので
セラミック装甲のにしてみます(^^;
長さはほぼ同じですが、幅と厚みが一回り大きいんです。

入れてみます。
ステータからのリード線の下を潜らせて~

お~っ!いい感じです(^^)
リード線の処理もできそう!
右の黒い丸い奴は、後部のベアリング受けです。

ここはダメだ~
このスリットは前方からの空冷の気流の通り道で
それが塞がれてしまいます(T_T)

ステータからの黒線(赤で囲んだ)をどけてみると
元の温度ヒューズがあった場所に縦に入りそうなんです。
どうゆう訳か左右対称ではなく、
写真上のボスの方には隙間がありません。

ステータからの黒線(青線の左)の処理を何とかすればいけそうです。
このボスの隙間に黒線をグ~っと入れ込んで
サーモスイッチの下の方を通すことができれば、いけそうなんだが
ちょっと狭すぎて入りません

ちょっとその隙間をDREMEL 4000で広げようと思ったら
今改造の真っ最中でした(-_-;)
ちゅうことで手動ヤスリの登場です。
20年以上使ってなく、買った店すら思い出せません。

オリジナルの隙間を拡大!


その隙間を広げた所に
ステータからの黒線を下の方に押し込んだら
どうにかサーモスイッチが入りそうです。
ブラシ電極と繋がる青の線処理がちと厳しいですが
この状態で蓋も閉めることができます。

同じ場所なので場所としては、完璧でしょう(^^)


もう少しの所なのですが
どうも青線の処理が気に入りませんね~
青線は、下側の赤丸部の金色端子に繋がっていて
ブラシ電極の赤丸部と接触する構造になっています。
温度ヒューズ部分の取り換えを簡単にするためです。

復帰型のサーモスイッチにして交換の必要がなくなるので
そのブラシ電極の接触端子(青線の先っぽ)は取っ払って
サーモスイッチのリード線と一緒に半田付けすることにします。

できました!
基板からの青線とサーモスイッチの黒線を繋いで~
ブラシ電極とは、シリコン線2本(芯線がやや少ないので)で繋いでます。

手が足りないので
ワニの口を借りてやりました(^^;

シリコン線にしたのは、
サーモスイッチの手前の隙間に入れ込み易くする為です。
これでサーモスイッチが倒れなくなる役目もしています。


赤丸部のステータ端子にサーモスイッチの線を差し込み
改造完了!(*^^)v
ローターを元に戻して~

蓋を閉めれば、元通り
これで過負荷でサーマルプロテクタが働いても

これで過負荷でサーマルプロテクタが働いても
冷えるのを待つだけで良くなりました\(^o^)/

赤丸部に白いサーモスイッチがチラッと見えてます。



温度ヒューズが入ってると分った時点で
すぐ切れそうで、ビクビクして今までの様に使えなくなって
精神衛生上もよくないのでありましたが(+_+)
これでまた以前の様に心おきなく使えます(^^)
今回の教訓は、コレットの件は置いといて~
SPEEDダイヤルが遅い時は、
トルクがかなり落ちるので注意しよう!ってことですかな(-_-;)